What Autonomous Receiving and Quality Inspection Actually Means
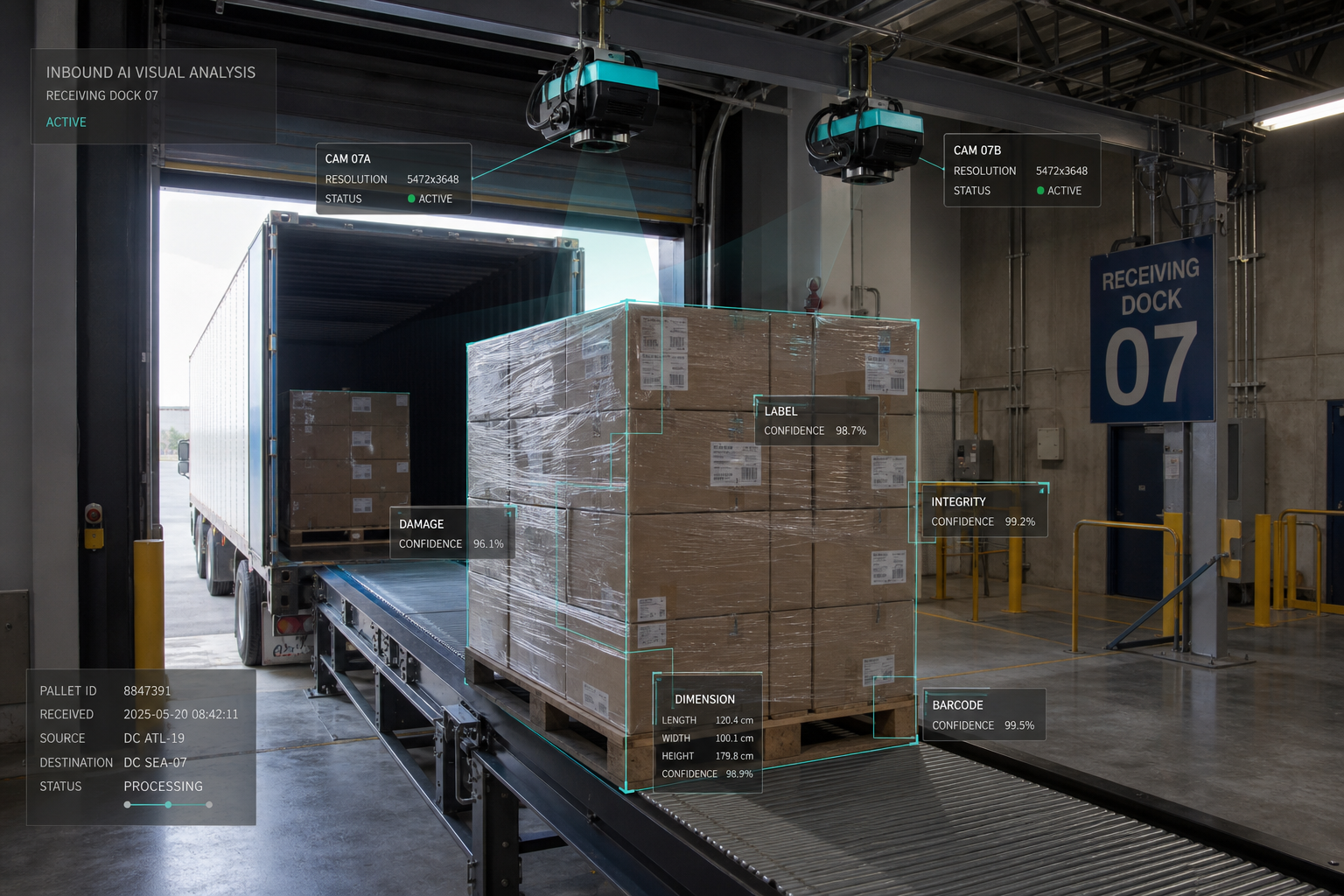
Autonomous receiving and quality inspection refers to the use of ML-based computer vision — specifically deep learning models — to continuously process every pallet and package arriving at the inbound dock. Cameras mounted at fixed positions above conveyors or dock doors capture images of each shipment as it moves through the receiving area. A trained model analyzes those images in real time, flagging damage, labeling discrepancies, quantity mismatches, and other exception conditions without requiring a worker to manually examine each unit.
This is not barcode scanning. It is not RFID automation. Those are rule-based systems: they read a code or detect a tag and confirm a match against a record. They do not evaluate physical condition, detect surface damage, assess packaging integrity, or identify unlabeled anomalies. ML-based computer vision does all of those things by learning what acceptable and unacceptable product states look like from labeled training examples — and then applying that learned pattern to every unit that passes through the camera field.
The technique is now mature enough that, as of 2026, computer vision and zero-touch quality control are fully embedded in warehouse goods-in and returns management at leading operators. The use cases span goods-in label and quantity verification, returns classification, and packaging condition checks — all running against moving goods without stopping the flow.
Where the Technique Delivers Measurable Value
The most direct value argument is coverage. Manual receiving teams operating on time and labor constraints typically inspect 15–30% of inbound shipments through spot sampling. A deployed computer vision system processes every unit that passes through the camera field — 100% coverage, continuously, without the throughput penalty of pulling workers off the dock to examine individual cases.
That coverage difference has downstream consequences. OS&D (overage, shortage, and damage) claims that originate at receiving are harder to dispute when the damage was not documented at the dock. Vision inspection creates a timestamped image record of every inbound shipment's condition at the moment of receipt, which strengthens carrier liability claims and reduces disputes that would otherwise require manual investigation.
- 100% inbound shipment coverage versus 15–30% spot-sampling in manual receiving operations
- Earlier damage detection at the dock, before damaged product enters putaway and becomes harder to locate or return
- Timestamped image records that support OS&D claim documentation and carrier dispute resolution
- Labor reallocation from manual QA inspection to exception handling — workers respond to flagged items rather than inspect every unit
- Faster putaway throughput when inspection runs in parallel with goods movement rather than as a separate manual step
On adoption trajectory: a 2023 Gartner Supply Chain Technology User Wants and Needs Survey found that approximately 20% of respondents had already adopted AI-enabled vision systems. Gartner separately predicted that 50% of warehouse-operating companies would shift to AI-powered vision systems by 2027. The gap between those two numbers — roughly 20% current adoption against a 50% prediction — is itself relevant context. It means most warehouse operators have not yet deployed this technology, and the prediction implies a significant acceleration in the next two years. Practitioners evaluating timing should weigh that adoption curve against their own readiness state.
Applicability Conditions: When the Technique Works
Every value claim in the previous section is conditional. The technique performs reliably only when specific operating conditions are present. Evaluating those conditions before procurement is the difference between a successful deployment and an expensive pilot that never reaches production.
The positive applicability profile looks like this:
| Condition | Why It Matters | Typical Context |
|---|---|---|
| High-volume inbound flows | Volume justifies the infrastructure investment and provides sufficient data for model training and ongoing validation | Retail DC, 3PL, e-commerce fulfillment, pharma distribution |
| Palletized or conveyor-fed goods | Consistent presentation geometry allows fixed camera placement and stable image framing | Pallet-in, case-in receiving lanes with defined conveyor paths |
| Consistent packaging and labeling standards | Model accuracy depends on recognizable patterns; non-standardized packaging increases false positive and false negative rates | Branded consumer goods, standardized industrial packaging |
| Stable SKU catalog | New SKUs require model retraining or at minimum validation; high SKU churn creates continuous retraining demand | Established product lines with infrequent new introductions |
| Sufficient defect incidence rate | Models require labeled examples of defect classes to learn from; extremely rare defects require synthetic augmentation programs | Operations with measurable baseline damage or error rates |
Industries that consistently meet these conditions include retail, e-commerce, 3PL, manufacturing, pharma, and food distribution — specifically the segments within those industries that operate high-volume palletized inbound with supplier packaging standards.
Applicability Conditions: When It Struggles
The negative conditions are not edge cases. They describe a large share of real warehouse environments, and they should be evaluated as disqualifying or high-risk before a project is approved.
- Extreme SKU variety. Operations receiving thousands of distinct SKUs with different packaging formats, sizes, and labeling conventions require either a very large and diverse training dataset or a model architecture that generalizes across high variation — both of which increase deployment complexity and ongoing maintenance burden significantly.
- Non-standardized or irregular packaging. Loose goods, mixed-case pallets, supplier-direct shipments with variable packaging, and returns with unknown original packaging all present inconsistent visual inputs that degrade model performance. The model cannot reliably distinguish 'damaged' from 'unusual presentation' without extensive labeled examples of both.
- Poor or variable ambient lighting. Environmental lighting variability is a primary data acquisition challenge. Dock doors that admit daylight at variable angles throughout the day, aging fluorescent fixtures with inconsistent output, and shadow patterns from moving equipment all affect image consistency in ways that degrade model accuracy. If lighting cannot be controlled at the inspection point, model reliability is structurally compromised.
- Sparse defect training data. A model that has seen very few examples of the defect types it is supposed to detect will produce high false negative rates — it will miss defects it was not adequately trained to recognize. Operations with very low baseline defect rates face a chicken-and-egg problem: the defect rate is low partly because manual inspection catches them, but that means there are few labeled defect examples available for training.
- Low-volume or intermittent inbound flows. Infrastructure and integration costs are largely fixed. Operations with low receiving volume may not generate the throughput needed to justify the investment or the data volume needed to maintain model performance over time.
Data Prerequisites: What the Model Actually Needs
Most warehouse operations underestimate the data preparation burden before a vision inspection model can be deployed reliably. The prerequisites are specific and non-trivial.
Labeled defect image annotation is the first and most labor-intensive requirement. Someone with domain expertise — a quality inspector who knows what 'damaged' means in your specific operational context — must define consistent annotation guidelines and apply them to a large set of training images. Tacit knowledge that lives in an experienced inspector's judgment must be converted into explicit, repeatable labeling rules. That transfer is harder than it sounds: two annotators working without clear guidelines will label the same ambiguous image differently, and inconsistent labels produce unreliable models.
Class imbalance is a structural challenge in quality inspection datasets. Good product vastly outnumbers defective product in most operations. A model trained on an imbalanced dataset learns to predict 'good' almost always — which produces high overall accuracy but poor defect detection. Managing this requires deliberate techniques: oversampling defect examples, undersampling good examples, or applying loss weighting during training.
Rare defect coverage is a related problem. Some defect types — crush damage from a specific carrier, contamination from a specific supplier — occur rarely enough that natural data collection cannot produce enough labeled examples for reliable detection. Synthetic data augmentation using generative AI — generating synthetic examples of rare defect types to supplement real labeled data — is an established technique for addressing this gap, but it requires a generative pipeline and validation process to ensure synthetic examples are realistic enough to improve rather than confuse the model.
- Annotation guidelines: documented, reviewed, and applied consistently by all annotators before labeling begins
- Minimum labeled defect examples per defect class — the exact number depends on defect complexity, but rare classes with fewer than a few hundred labeled examples typically produce unreliable detection
- Class balance strategy: oversampling, undersampling, or loss weighting applied during training to prevent the model from defaulting to 'good' predictions
- Seasonal and packaging variation coverage: the training dataset must include examples from different seasons, different supplier lots, and different packaging generations — not just a snapshot from one receiving period
- Dataset version control: as the product catalog changes and new packaging is introduced, the dataset and model must be updated on a defined cadence; there must be a process for this, not just an intention
Infrastructure Prerequisites: Cameras, Lighting, and Compute
Vendor sales processes tend to present camera systems as configurable and flexible. In practice, the physical infrastructure requirements are fixed constraints, not design choices. Getting them wrong at installation produces persistent accuracy problems that are expensive to correct after the fact.
| Infrastructure Element | Requirement | Common Failure Mode |
|---|---|---|
| Camera placement | Fixed mounting position with consistent geometry relative to the inspection surface; cameras must not shift or vibrate during normal operations | Vibration from dock equipment changes the angle of view over time, degrading image consistency without triggering an obvious alert |
| Lighting control | Controlled, consistent illumination at the inspection point; ambient light from dock doors must be isolated or compensated | Daylight variation through dock doors changes image exposure and color balance throughout the day, causing model accuracy to fluctuate with time of day |
| Camera resolution and field of view | Resolution sufficient to detect the smallest defect class in the training set; field of view matched to the inspection surface width | Insufficient resolution makes small defects invisible to the model regardless of training quality |
| Edge compute vs. cloud inference | Edge compute (on-premises GPU or inference hardware) required when network latency would delay inspection results beyond the conveyor throughput window; cloud inference viable only when latency budget allows | Cloud inference with warehouse network bandwidth constraints produces inspection results that arrive after the item has already passed the inspection point |
| Network bandwidth | OT network bandwidth must support continuous image upload if cloud inference is used; most warehouse OT networks were not designed for this load | Image upload saturates the OT network during peak receiving hours, causing inference delays or dropped frames |
Lighting is the most frequently underestimated element. Environmental variability — shop floor and warehouse lighting conditions that fluctuate throughout the day — directly affects image consistency and is a primary data acquisition challenge. Dock bays that open to the outside admit sunlight at different angles and intensities depending on time of day and season. A model calibrated on morning lighting conditions will see different images in the afternoon. Controlled lighting enclosures or supplemental LED arrays with consistent color temperature are often necessary — and rarely included in initial vendor proposals.
WMS Integration Architecture: Why It Is a Structural Dependency
Computer vision inspection that operates in isolation from the WMS produces images and alerts that workers learn to ignore. The integration is not a feature — it is the mechanism by which inspection outputs become operational actions.
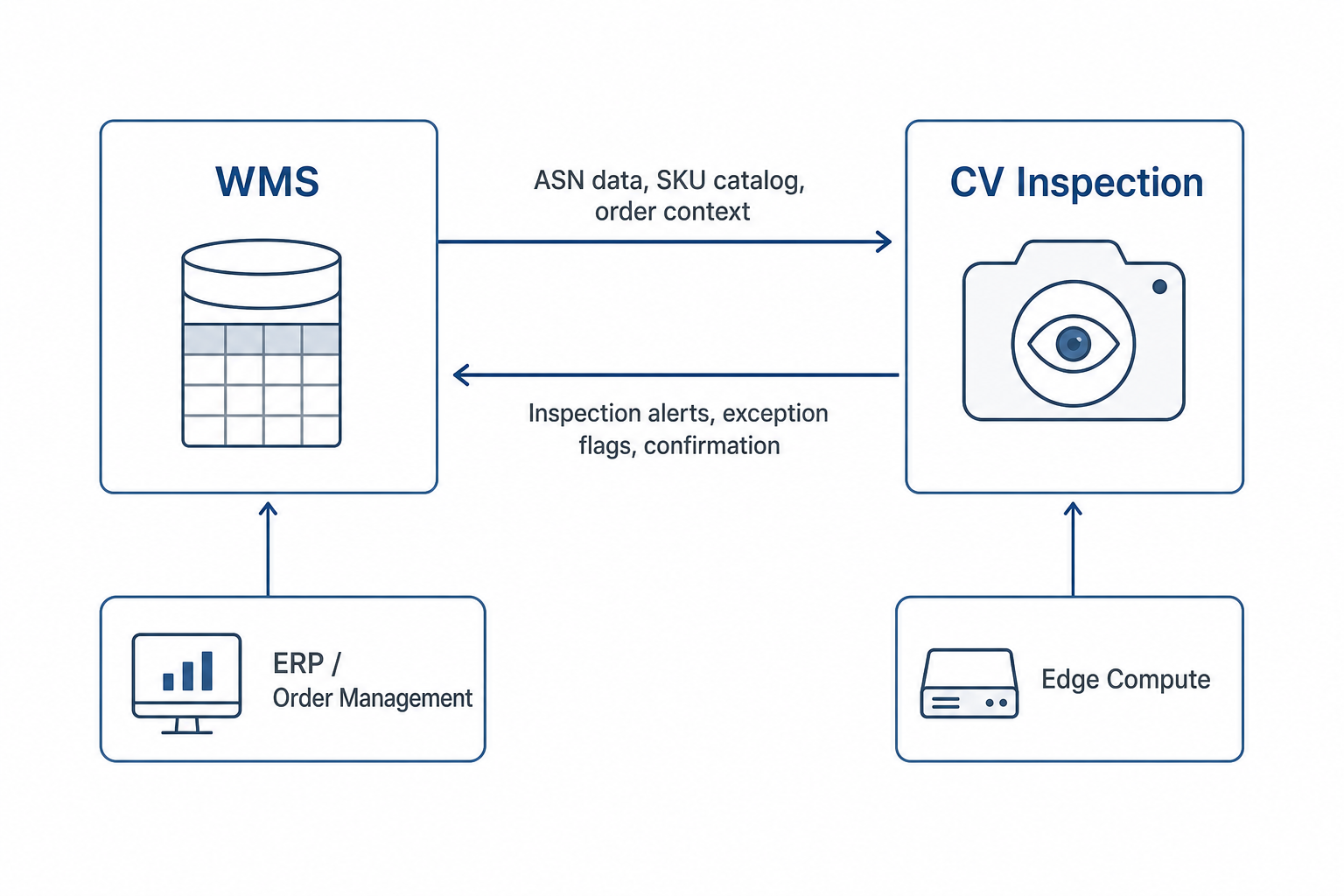
The integration is bidirectional and each direction carries different data:
- WMS to CV system: Advance shipping notice (ASN) data tells the vision system what is expected on this shipment — which SKUs, which quantities, which supplier. The SKU catalog provides reference images and packaging specifications the model uses to evaluate conformance. Without this context, the vision system is inspecting against a generic baseline rather than a specific expected shipment.
- CV system to WMS: Inspection results — confirmed receipt, flagged exceptions, damage detection events — flow back to the WMS as structured alerts. An alert like 'Box damage detected on Order #1234, Pallet 3, Position 7' is only useful if the WMS can act on it: hold the order, route the pallet to a quality hold location, notify a supervisor, or flag the item for claims documentation.
This creates a closed-loop quality system where the WMS plans and directs, AI vision verifies, and problems are caught and corrected in real time rather than discovered by customers. The closed-loop framing is the key architectural concept: inspection is not a monitoring layer sitting alongside operations — it is embedded in the operational workflow, with alerts that trigger defined WMS responses.
The integration also requires that CV outputs feed into WMS and ERP systems via APIs or connectors that enable real-time communication between the visual pipeline and supply chain software. This is an IT architecture dependency, not a configuration option. Evaluate the integration readiness of your current WMS — specifically whether it supports real-time inbound event APIs and configurable exception workflow routing — before selecting a vision system vendor.
Deployment Failure Modes: Why Production Systems Fail Silently
The most significant operational risk in deployed vision inspection systems is not outright failure — it is silent degradation. A system that crashes is visible and triggers immediate response. A system that continues to produce outputs while its accuracy erodes is invisible until the consequences accumulate.
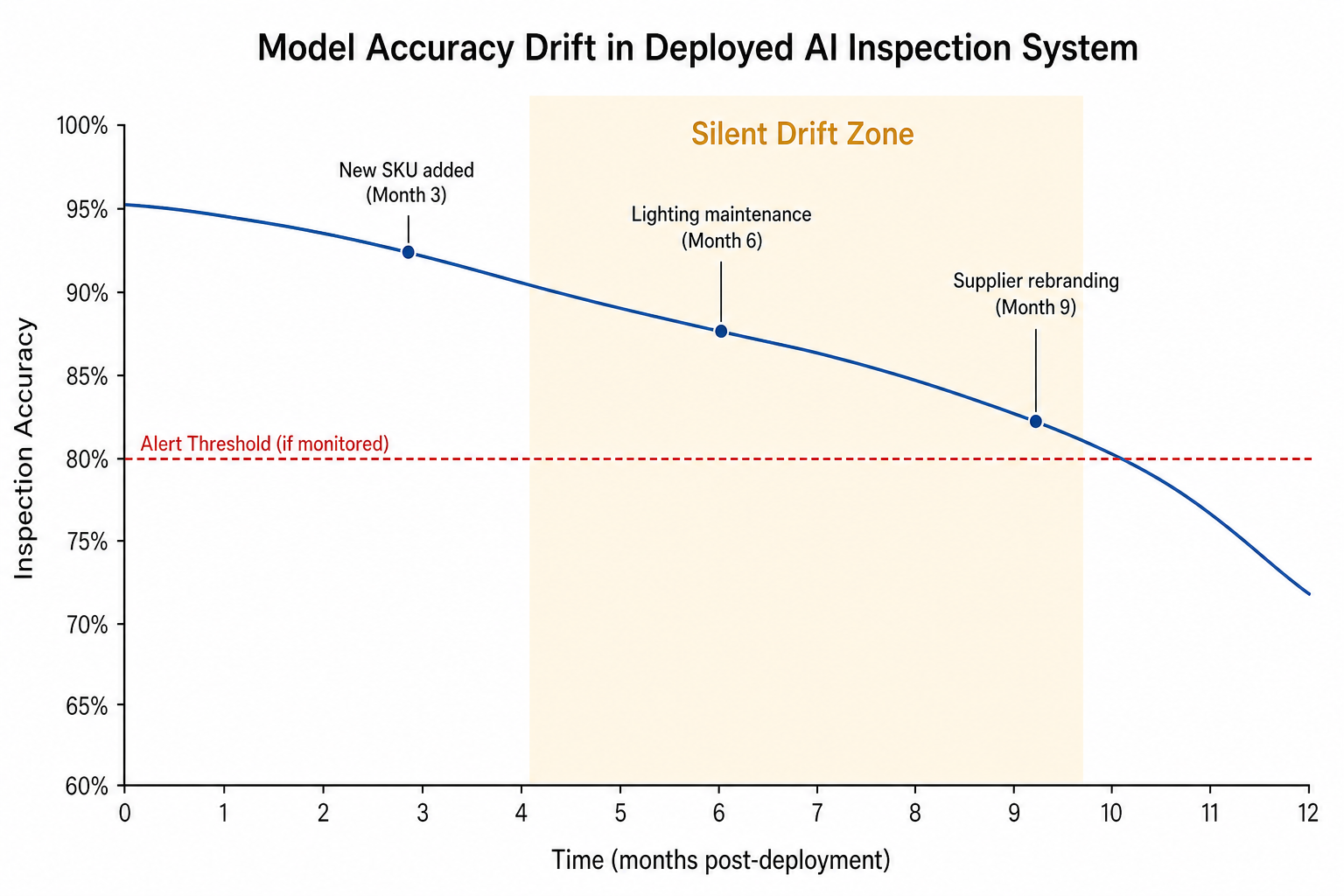
Silent failure is structural because production environments do not generate real-time ground-truth labels. In a manufacturing QC line or warehouse dock, there is no automatic mechanism that tells you whether the model's 'good' classifications were actually correct. You only find out through downstream consequences: a customer complaint, a carrier dispute, a warehouse count discrepancy, or a quality audit.
Drift is caused by ordinary operational changes that are individually minor but cumulatively significant:
- Lighting angles shift after overhead fixture maintenance or bulb replacement, changing the illumination pattern the model was trained on
- Camera lenses accumulate haze from warehouse dust and humidity, reducing image clarity over weeks and months
- Mounting fixtures wear or vibrate loose, changing the camera's angle of view relative to the inspection surface
- Operators adjust conveyor speed or pallet positioning in ways that change how items present to the camera
- Suppliers change surface texture, finish, or packaging materials — a rebranding, a materials switch, a new print run — without notifying the DC
- New SKUs are introduced to the catalog without triggering a model update or validation cycle
The failure pattern that results does not look like a system outage. False rejects rise, creating rework loops and throughput friction that workers attribute to 'the system being finicky.' False accepts creep in, increasing escape risk — damaged or incorrect product is confirmed as good and routed to putaway. Quality dashboards remain mostly green because the model is still producing outputs and overall accuracy metrics have not crossed a threshold. The system appears to be working until a downstream consequence makes it obvious that it has not been working for some time.
Detecting drift requires monitoring data distribution shifts — changes in the statistical properties of incoming images — not just tracking model output metrics. Automated retraining pipelines and feedback loops that route exception-reviewed items back into the training dataset are the structural solution, but they require up-front engineering investment that is rarely included in initial vendor implementation scopes.
Pre-Procurement Readiness Checklist
Use this checklist before approving a computer vision receiving and inspection project or responding to a vendor proposal. Each item maps to a prerequisite or failure mode covered in this record. A 'no' answer on any item is not a project-stopper by itself, but it identifies a gap that must be resolved — with a concrete plan, not a vendor assurance — before deployment.
| Readiness Condition | Yes / No | Notes if No |
|---|---|---|
| Our inbound receiving volume is high enough to justify fixed infrastructure costs and generate sufficient data for model training and ongoing validation | Quantify monthly inbound volume and compare against vendor minimum throughput requirements | |
| The majority of our inbound shipments arrive in palletized or conveyor-compatible formats with consistent presentation geometry | Identify the percentage of non-palletized, irregular, or floor-loaded inbound — if above 30%, scope the deployment to compatible lanes only | |
| Our primary inbound suppliers follow consistent packaging and labeling standards across shipments | Audit supplier packaging consistency before scoping; non-standardized packaging is a disqualifying condition without a mitigation plan | |
| Our SKU catalog is stable enough that new SKU introductions do not require continuous model retraining | Define the acceptable SKU churn rate and confirm the vendor's retraining cadence can accommodate it | |
| We can produce or collect a sufficient volume of labeled defect images, including rare defect classes, to train the model reliably | Assess current defect image library; plan for synthetic augmentation if rare defect classes lack sufficient real examples | |
| We can install controlled, consistent lighting at the inspection point that isolates the inspection zone from ambient light variation | Evaluate dock bay configuration; if dock doors admit variable daylight, lighting enclosures or supplemental fixtures are required | |
| Our warehouse OT network can support edge compute deployment or has sufficient bandwidth for real-time cloud inference without latency that exceeds the conveyor throughput window | Measure current OT network bandwidth and latency; confirm edge compute option with vendor if cloud inference latency is a constraint | |
| Our WMS supports real-time inbound event APIs and configurable exception workflow routing sufficient to act on inspection alerts | Confirm WMS API capability with your WMS vendor; if not supported, integration must be custom-built and scoped as a separate workstream | |
| We have defined the WMS workflow response for every alert type the vision system will generate before go-live — not as a post-deployment configuration task | Document hold, notify, route, and flag workflows for each exception type; incomplete workflow mapping is the leading cause of alert fatigue | |
| We have a defined model drift monitoring and retraining plan, including a periodic audit cadence that compares model classifications against manual re-inspection of a sample | Build the audit and retraining schedule into the deployment plan; a monitoring plan that relies solely on model confidence metrics will not detect silent drift |
Comments
Join the discussion with an anonymous comment.